
เลือกใช้หินเจียอย่างไรในงานเจียอุตสาหกรรม
January 17, 2025
ZEISS SPECTRUM Verity : เครื่องวัด 3 มิติขั้นสูง เพื่อความแม่นยำและประสิทธิภาพที่เหนือกว่า
February 25, 2025
การเลือกใช้เม็ดมีดหรือเม็ดอินเสิร์ทในงานกลึง เป็นประเด็นสำคัญที่ส่งผลต่อคุณภาพของงาน ทั้งประเด็นในเรื่องความเรียบผิวและการควบคุมพิกัดขนาด จนไปถึงอายุการใช้งาน และต้นทุนในการผลิตเป็นอย่างมาก การเลือกใช้เม็ดอินเสิร์ทที่เหมาะสม นอกจากจะทำให้อายุการใช้งานของมีดกลึงยาวนาน ลดการสึกหรอลง ยังส่งผลทำให้การผลิตมีประสิทธิภาพ มีต้นทุนการผลิตที่ต่ำลง
เลือกอ่านประเด็นที่สนใจ
- รูปทรงของเม็ดอินเสิร์ท
- ลักษณะการใช้งานของเม็ดอินเสิร์ทแต่ละประเภท
- ขนาดของเม็ดอินเสิร์ท ความหนาของเม็ดอินเสิร์ท และขนาดของด้ามจับ
การเลือกใช้เม็ดมีดอินเสิร์ท (Insert) มีปัจจัยสำคัญที่ต้องพิจารณา
- รูปทรงของเม็ดอินเสิร์ท
- ลักษณะการใช้งานของเม็ดอินเสิร์ทแต่ละประเภท
- รัศมีที่มุมของเม็ดอินเสิร์ท (Nose Insert)
- ขนาดของเม็ดอินเสิร์ท ความหนาของเม็ดอินเสิร์ท และขนาดของด้ามจับ
- โปรไฟล์ (Profile) และวิธีการกลึง
- วัสดุของชิ้นงาน
- การเคลือบผิวเครื่องมือตัด (Coating)
- มุมเม็ดอินเสิร์ท บวก/ลบ (Positive/Negative)
1. รูปทรงของเม็ดอินเสิร์ท
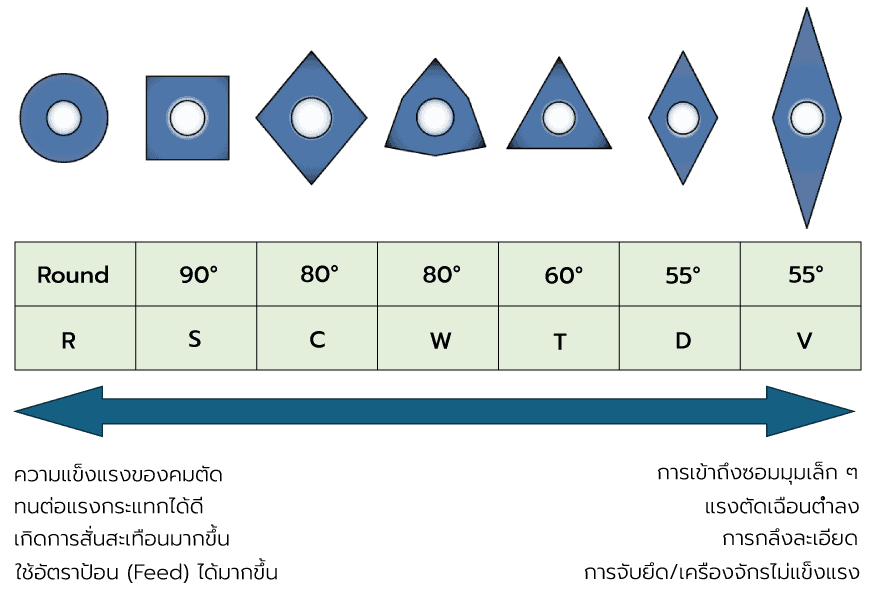
เม็ดอินเสิร์ทมีหลายรูปทรง มีมาตรฐานตามข้อกำหนดของ ISO ดังข้อมูลดังนี้
เม็ดกลม หรือ เม็ด R เป็นเม็ดอินเสิร์ททรงกลมที่สามารถใช้คมตัดได้รอบตัว มีความแข็งแรงสูง ทนต่อแรงกระแทกได้ดี สามารถใช้อัตราการป้อน Feed ได้มาก แต่จะเกิดการสั่นสะเทือน หรือมีการสะท้านในขณะกลึงงานสูงกว่ารูปทรงประเภทอื่น
ส่วนเม็ด V หรือเม็ดที่มีมุมที่ปลาย 35° ก็เป็นเม็ดที่ สามารถเข้าถึงซอกมุมเล็ก ๆ ได้ดี เกิดแรงในการตัดเฉือนที่ต่ำ จึงเหมาะกับการกลึงเบา ๆ งานละเอียด งานที่การจับยึดหรือเครื่องจักรไม่แข็งแรงพอ
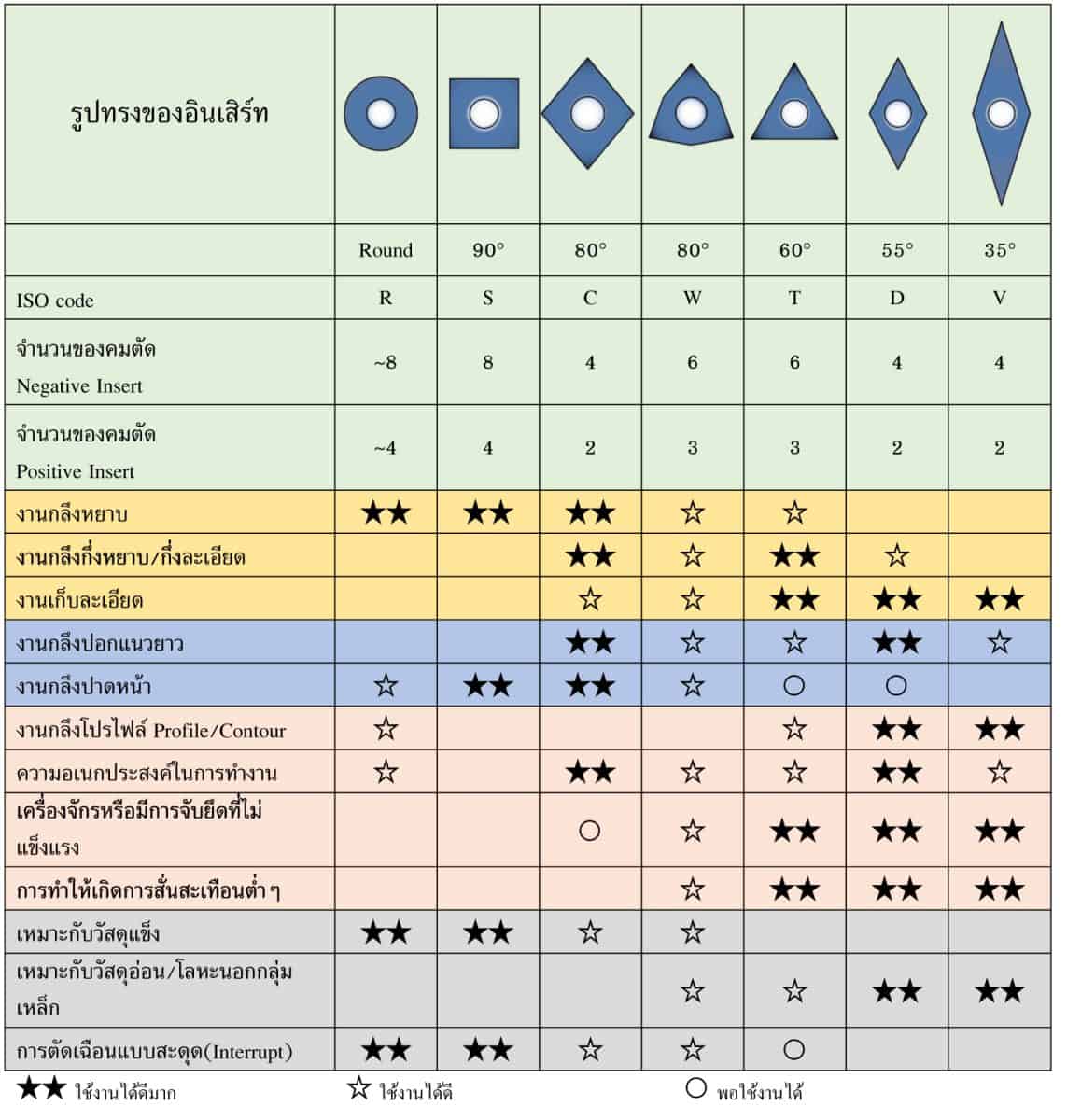
2. ลักษณะการใช้งานของเม็ดอินเสิร์ทแต่ละประเภท
รูปทรงของเม็ดอินเสิร์ทแต่ละประเภทจะมีลักษณะและเหมาะกับงานแต่ละตามตารางนี้
3. รัศมีที่มุมของเม็ดอินเสิร์ท (Nose Insert)
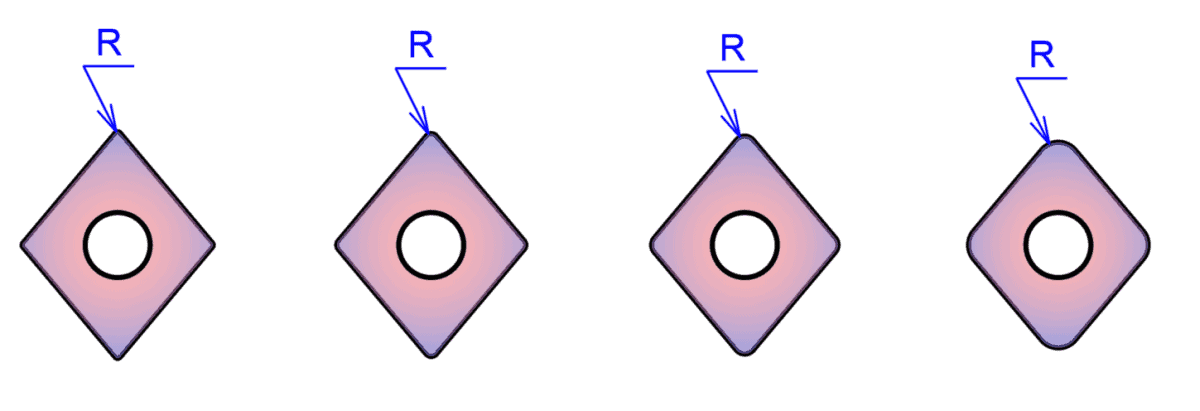
รัศมีที่มุมของเม็ดมีดที่เล็ก จะทำให้เกิดแรงตัดเฉือนที่ต่ำลง ช่วยลดแรงสั่นสะเทือนที่เกิดขึ้นในการกลึง ส่งผลเป็นอย่างมากต่อผิวงานที่ได้ ถ้าเลือกใช้เล็กเกินไปจะทำให้อายุการใช้งานของเม็ดมีดสั้นลงเป็นอย่างมาก
รัศมีมุมเม็ดมีดที่ใหญ่ขึ้น จะช่วยให้คมตัดมีความแข็งแรง ผิวงานดีขึ้น การกระจายของแรงตัดที่เกิดขึ้นบนคมตัดมีความสม่ำเสมอ
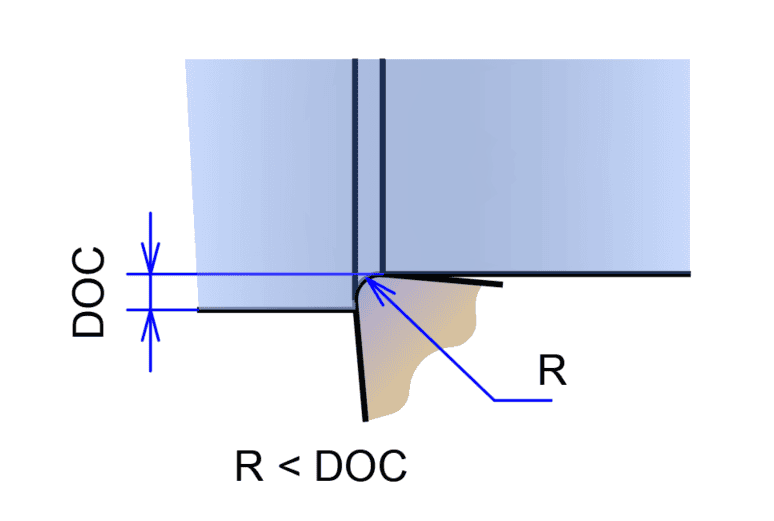
มีข้อควรระวังในการเลือกใช้ ค่ารัศมีของเม็ดมีดควรจะต้องน้อยกว่าค่าความลึกในการกลึงลึก (Depth of Cut, DOC)
ข้อดีของรัศมีขนาดเล็ก
- เหมาะกับระยะป้อนลึกน้อย ๆ (Doc)
- ลดแรงตัด ลดการสั่นสะเทือนของคมตัด
- เหมาะกับงานหรือการจับยึดที่ไม่แข็งแรง
ข้อดีของรัศมีที่ใหญ่ขึ้น
- สามารถใช้อัตราการป้อนที่มากขึ้น หรือเหมาะกับงานหนัก (High Feed Rate)
- เหมาะกับการใช้ DOC ลึก ๆ
- ขอบของคมตัดแข็งแรงขึ้น แต่ทำให้เกิดแรงตัดที่สูงขึ้นด้วย
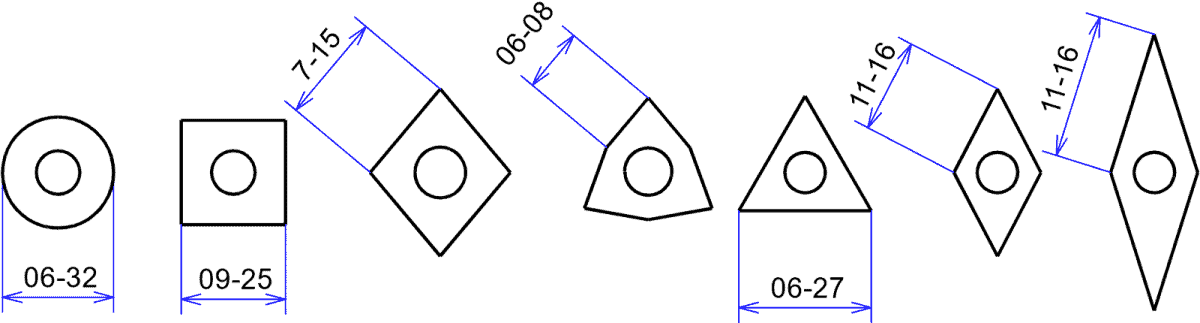
4. ขนาดของเม็ดอินเสิร์ท ความหนาของเม็ดอินเสิร์ท และขนาดของด้ามจับ
ขนาดของเม็ดอินเสิร์ทจะแสดงตามภาพ ซึ่งจะสัมพันธ์กับรูปทรงของเม็ดเอินเสิร์ท ความหนา และขนาดของด้ามจับที่ใช้
เครื่องจักรขนาดเล็กเราก็ควรจะเลือกใช้เม็ดอินเสิร์ทขนาดเล็ก เพราะใช้แรงตัดที่ต่ำกว่าเครื่องจักรขนาดใหญ่ เม็ดอินเสิร์ทที่มีขนาดใหญ่ขึ้น ความหนาก็จะมากขึ้น และใช้กับด้ามจับที่โตขึ้น ส่งผลให้มีความแข็งแรงมากขึ้น สามารถใช้กลึงงานได้ลึกและหนักขึ้นด้วย
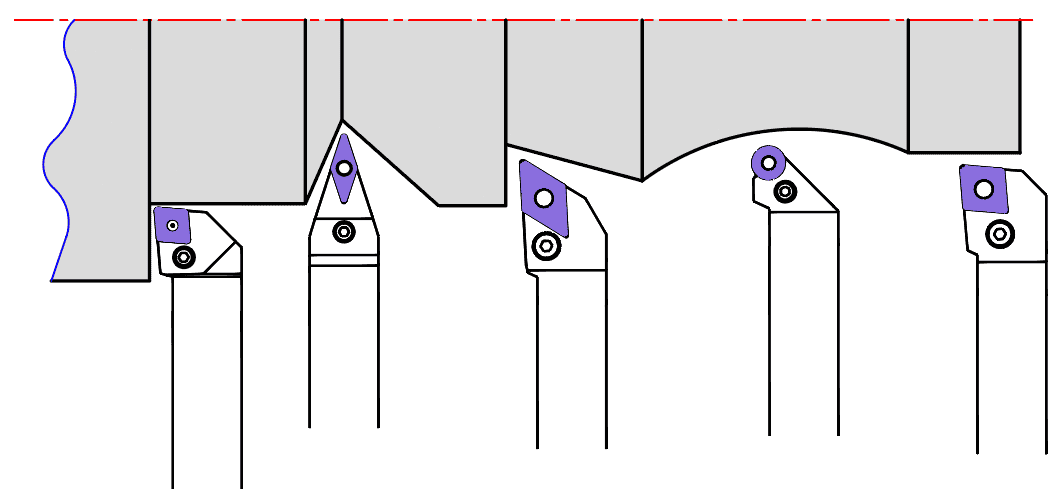
5. โปรไฟล์ (Profile) และวิธีการกลึง
โปรไฟล์และวิธีการกลึงงานจะสัมพันธ์กับเม็ดมีดและด้ามจับโดยตรง การเลือกรูปทรงของเม็ดมีดเราจะดูโปรไฟล์ของงานที่ต้องการกลึง งานที่เป็นร่อง ส่วนโค้ง เม็ดมีดต้องสามารถเข้าไปกลึงหรือทำงานในพื้นผิวนั้นได้ ไม่ติดหรือสัมผัสกับส่วนที่ไม่ได้เป็นคมตัด หรือไม่สัมผัสกับด้ามมีดกลึง เราจึงสามารถกลึงงานได้ถูกต้องการแบบที่กำหนดไว้
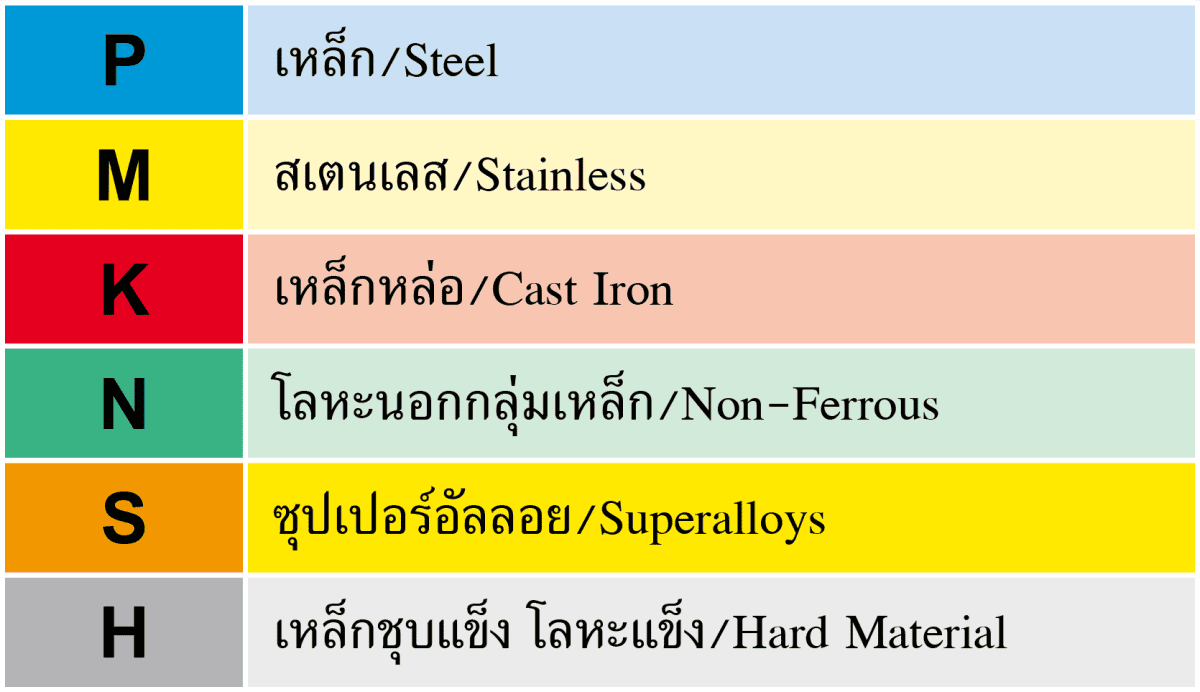
6. วัสดุของชิ้นงาน
เราจะเลือกใช้งานเม็ดมีดตามวัสดุของชิ้นงานที่นำไปกลึง ผู้ผลิตจะออกแบบเม็ดอินเสิร์ทให้สัมพันธ์กับการกลึงวัสดุชิ้นงานแต่ละประเภท ที่นอกจากจะทำให้เม็ดมีดมีอายุการใช้งานที่ยาวนานแล้ว ยังส่งผลต่อคุณภาพของงานได้ดีอีกด้วย
ตามมาตรฐาน ISO สามารถแบ่งกลุ่มวัสดุของชิ้นงานได้ดังนี้
7. การเคลือบผิวเครื่องมือตัด (Coating)
การเคลือบผิวหรือการ Coating จะช่วยให้วัสดุคมตัดมีความแข็งสูงขึ้น ทนต่อการสึกหรอ และป้องกันความร้อนที่เกิดจากการตัดเฉือนให้เข้าสู่วัสดุคมตัดได้น้อยลง ส่งผลให้อายุการใช้งานของมีดตัดยาวนานขึ้นหลายเท่าตัว ในปัจจุบันเม็ดมีดในงานกลึงเกือบทั้งหมดมีการ Coating เม็ดมีดกันอยู่แล้ว
การ Coating เม็ดมีดกลึงสามารถแบ่งได้เป็น 2 ประเภทใหญ่ดังนี้
- CVD (Chemical Vapor Deposition) เป็นการเคลือบทางเคมีที่อุณหภูมิสูงกว่า 1000° เคลือบแบบหนา ทนต่อความร้อนและแรงกดได้สูง เหมาะกับงานกลึงหยาบและงานที่เกิดความร้อนสูง
- PVD (Physical Vapor Deposition) เป็นการเคลือบทางกายภาพที่อุณหภูมิต่ำกว่า 500° เคลือบแบบบาง ทำให้คมตัดมีความคมอยู่ มีความเหนียวและทนต่อแรงกระแทกได้ดี
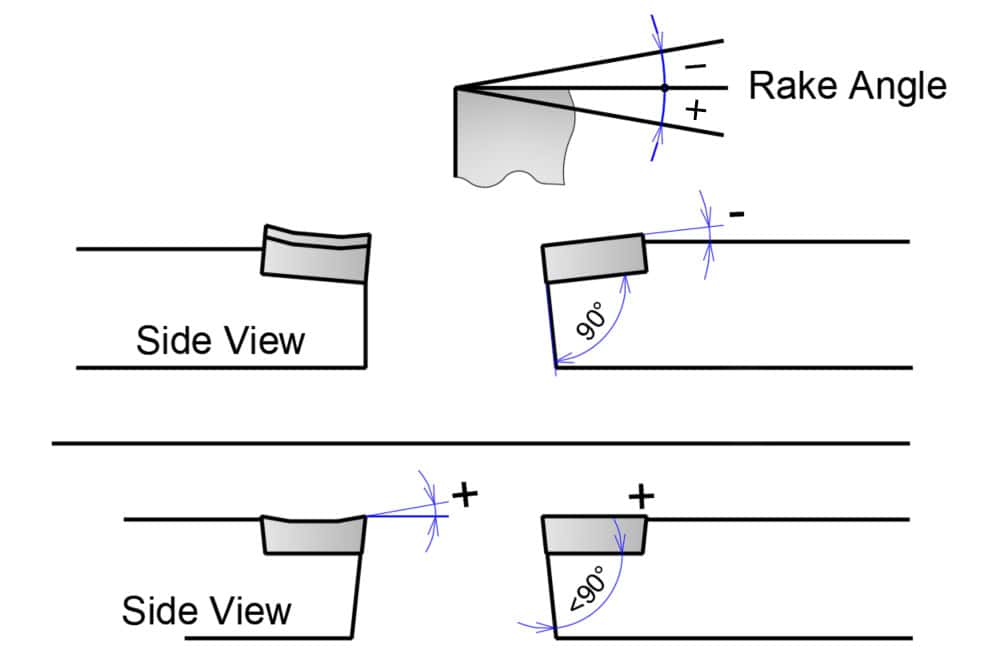
8. มุมเม็ดอินเสิร์ท บวก/ลบ (Positive/Negative)
ข้อแตกต่างของเม็ดมีมุมบวกและมุมลบคือ มุมบวกหรือมีมุมคายเศษวัสดุดังภาพ ในการตัดเฉือนวัสดุโลหะเหนียวซึ่งจะมีเศษเป็นเส้น มีดตัดจะต้องมีมุมคายเศษที่จะทำให้เศษวัสดุไหลออกจากคมตัดของมีดได้ดังรูป
แต่เม็ดมีดอินเสิร์ทที่มีมุมเป็นบวก จะสามารถทำคมตัดได้เพียงด้านเดียว ไม่สามารถทำคมตัดที่ผิวด้านล่างได้ แต่ถ้าเป็นเม็ดมีดมุมลบจะสามารถออกแบบให้มีคมตัดได้ทั้งสองฝั่งด้านบนและด้านล่าง ทำให้คมตัดของเม็ดมีดมุมลบจะสามารถทำคมตัดได้มากกว่าเท่าตัว
เม็ดมีดมุมลบ (Negative)
- ทำคมตัดได้ทั้งสองด้านหรือทำเพียงด้านเดียว
- เหมาะกับงานกลึงหนักหรือหยาบ
- มีความแข็งแรงของคมตัดสูง
- ไม่มีมุมหลบที่เม็ดมีด
เม็ดมีดมุมบวก (Positive)
- ทำคมตัดได้เพียงด้านเดียว
- ใช้แรงในการตัดเฉือนที่ต่ำกว่า จึงเหมาะกับงานเก็บละเอียดเป็นอย่างมาก
- มีมุมหลบที่เม็ดมีด
- เหมาะกับการกลึงงานขนาดเล็ก ๆ
การเลือกเม็ดมีดกลึงที่เหมาะสมเป็นปัจจัยสำคัญในการเพิ่มประสิทธิภาพการผลิต ลดต้นทุน และยืดอายุการใช้งานเครื่องมือ โดยพิจารณาจากรูปทรงของเม็ดอินเสิร์ท, ลักษณะการใช้งาน, ขนาดของเม็ดอินเสิร์ท ความหนาของเม็ดอินเสิร์ท และการเคลือบผิว เพื่อให้มั่นใจได้ว่างานกลึงของคุณมีคุณภาพสูงสุด หากคุณต้องการคำแนะนำเกี่ยวกับการเลือกเม็ดมีดกลึงที่เหมาะสมที่สุดสำหรับงานของคุณ Factory Max พร้อมให้คำปรึกษาจากผู้เชี่ยวชาญด้านเครื่องมือตัดเฉือนและโซลูชันการผลิตครบวงจร




