
อุปกรณ์จับเครื่องมือตัด Tool Holder
October 1, 2024
อุปกรณ์จับยึดชิ้นงาน (Work Holder)
October 30, 2024
อุปกรณ์จับเครื่องมือตัด (Tool Holder) มีอยู่หลากหลายประเภทให้เลือกใช้งาน หากเราเข้าใจอุปกรณ์จับแต่ละประเภท การดูแลรักษาหัวจับ จะช่วยให้เราเลือกใช้งานได้อย่างเหมาะสม สามารถผลิตงานได้ถูกต้อง รวดเร็ว มีความแม่นยำสูง อีกทั้งยังช่วยยืดอายุการใช้งานของอุปกรณ์จับของเราได้อีกด้วย
เลือกอ่านประเด็นที่สนใจ
- การเลือกใช้งานหัวจับให้เหมาะสมกับงาน
- การดูแลรักษาและใช้งานหัวจับให้มีอายุการใช้งานยาวนาน
- อุปกรณ์จับเครื่องมือตัดสำหรับเครื่องกัด (Tool Holder for Milling Machine)
ประเภทของหัวจับเครื่องมือ Tool Holder
หัวจับดอกสว่าน (Drill Chuck)
หัวจับดอกสว่าน (Drill Chuck) เป็นหัวจับที่ใช้แรงในการจับยึดต่ำ เหมาะกับการใช้จับดอกสว่านขนาดเล็ก ขนาดไม่เกิน 12 mm สามารถจับยึดเครื่องมือตัดได้ง่าย โดยทั่วไปไม่จำเป็นต้องใช้เครื่องมือใด ๆ ในการล็อคให้แน่น ใช้เพียง มือในการขันแน่น แต่ก็มีรุ่นที่ใช้ประแจ เช่น ประแจคอม้าในการล็อคทำให้จับงานได้แน่นขึ้น หัวจับชนิดนี้จะมีค่า Runout ที่สูงถึงประมาณ 0.1 mm

หัวจับ แบบ Collet
หัวจับ แบบ Collet เป็นหัวจับอเนกประสงค์ ที่แต่ละเครื่องจะต้องมีติดไว้ในการทำงาน นำมาใช้จับเครื่องมือตัดได้ทั่วไป สามารถถอดเปลี่ยนลูก Collet ได้ตามขนาด ซึ่งลูก Collet จะจับ ทูลได้ขนาด 1-25 mm แต่ละลูกจะจับขนาด ได้ในช่วง 0.5 mm หรือ 1 mm หัวจับแบบนี้มีต้นทุนที่ถูก เพราะการเปลี่ยนขนาดสามารถเปลี่ยนได้เฉพาะลูก Collet ไม่ต้องเปลี่ยนทั้งหัวจับเหมือนประเภทอื่น

หัวจับแบบ Side-Lock
หัวจับแบบ Side-Lock หรือ Weldon เป็นหัวจับสำหรับเครื่องมือตัดขนาดใหญ่ จับล็อคได้แน่น เป็นหัวจับที่ใช้วิธีการล็อคจากด้านข้าง โดยด้ามเครื่องมือตัดจะมีการบากร่องไว้ด้วย ทำให้ดอกกัดไม่ไหลออกจากหัวจับในการกัดงาน และช่วยในการส่งแรงบิดไปยังเครื่องมือตัดได้ดี เหมาะกับงานกัดหยาบ และงานเจาะหยาบ

หัวจับแบบ Power Chuck
หัวจับแบบ Power Chuck เหมาะกับงานหนัก ที่ต้องการจับทูลได้มั่นคงแข็งแรง และยังคงความเที่ยงตรงได้สูง เป็นหัวจับที่ให้แรงจับยึดเครื่องมือได้สูงมาก ทำงานด้วยกลไก (Mechanical) จับทูลได้เที่ยงตรงบางรุ่นทำได้ต่ำกว่า 3 μm

หัวจับแบบไฮดรอลิก (Hydraulic)
หัวจับแบบไฮดรอลิก (Hydraulic) เหมาะกับงานที่ต้องการความเที่ยงตรงในการจับยึดเครื่องมือต่ำกว่า 3 μm และไม่ต้องใช้แรงในการจับยึดที่สูงมาก เช่น พวกงาน Reamer งานเจาะ งานกัดแบบไฮสปรีด (High Speed Milling) งานกัดเบา ๆ ด้วยการจับยึดทำด้วยการใช้แรงกดจากน้ำมัน ทำให้สามารถช่วยดูดซับแรงสั่นสะเทือนได้ดี ทำให้ผิวงานมีความเรียบผิวที่ดี มีความสม่ำเสมอ และช่วยยืดอายุการใช้งานของเครื่องมือตัดได้อีกด้วย

หัวจับแบบ Shrink FIT
หัวจับแบบ Shrink FIT เหมาะกับงานที่ต้องการความเที่ยงตรงในการจับยึดเครื่องมือต่ำกว่า 3 μm และให้แรงในการจับยึดที่สูงมาก ข้อดีของหัวจับชนิดนี้ คือหัวจับมีขนาดไม่ใหญ่กว่าเครื่องมือตัดมากนัก ทำให้สามารถเข้าถึงบริเวณซอกเล็ก ๆ ที่มีความลึกได้ดีกว่าหัวจับประเภทอื่น ใช้หลักการจับยึดโดยการขยายปลอกด้วยความร้อน เมื่อนำทูลใส่เข้าไปในปลอกแล้วปล่อยให้เย็นตัวลงจะเกิดการบีบรัดทูลได้แน่นมาก จำเป็นต้องใช้งานร่วมกับอุปกรณ์ให้ความร้อน และช่วยลดความร้อน อีกทั้งยังต้องรอให้หัวจับเย็นตัวก่อนนำไปใช้งานได้ และหัวจับประเภทนี้บางรุ่นจะไม่เหมาะกับนำไปใช้งานกับเครื่องมือตัดที่เป็นวัสดุ HSS เพราะจะติดแน่นกับตัวทูลไม่สามารถถอดออกได้

หัวจับแบบต่อหัวกัด
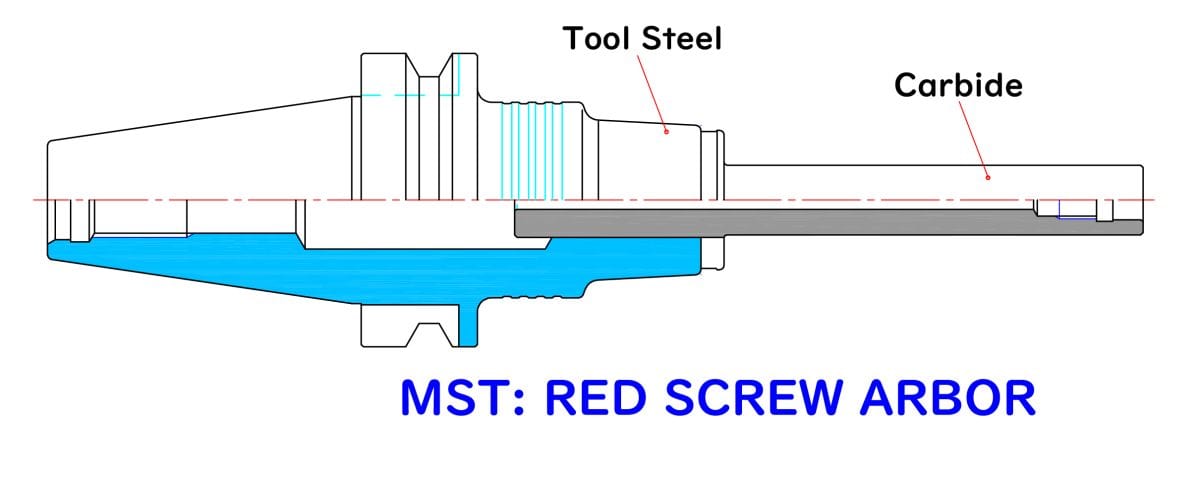
หัวจับแบบต่อหัวกัด (Arbor for Indexable End Mill) เป็นหัวจับเครื่องมือตัดพิเศษที่ใช้จับหัวกัดของแต่ละผู้ผลิตเครื่องมือตัด เหมาะกับการทำงานที่ความลึกมาก ๆ ยากที่หัวจับกับทูลปกติจะเข้าถึงได้ หัวจับชนิดนี้จะทำเป็นแกนยาวต่อออกไปจากลำตัว แล้วใช้หัวกัดติดเม็ดมีดอินเสิร์ทเข้าไปบริเวณส่วนปลาย ทำให้ทำงานได้ลึกมากกว่าเครื่องมือทั่วไป หัวจับแบบนี้มีทั้งใช้วัสดุเหล็กเครื่องมือ กับรุ่นที่ออกแบบประกอบกับแท่งคาร์ไบด์ และระบบที่ช่วยดูดซับแรงสั่นสะเทือนสำหรับการทำงานที่ลึกมากกว่าปกติ
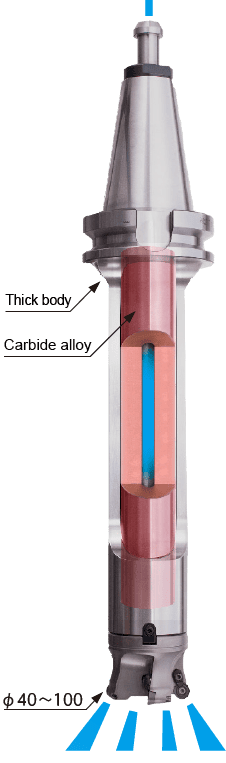
MST: Arbor FMH RIGID type
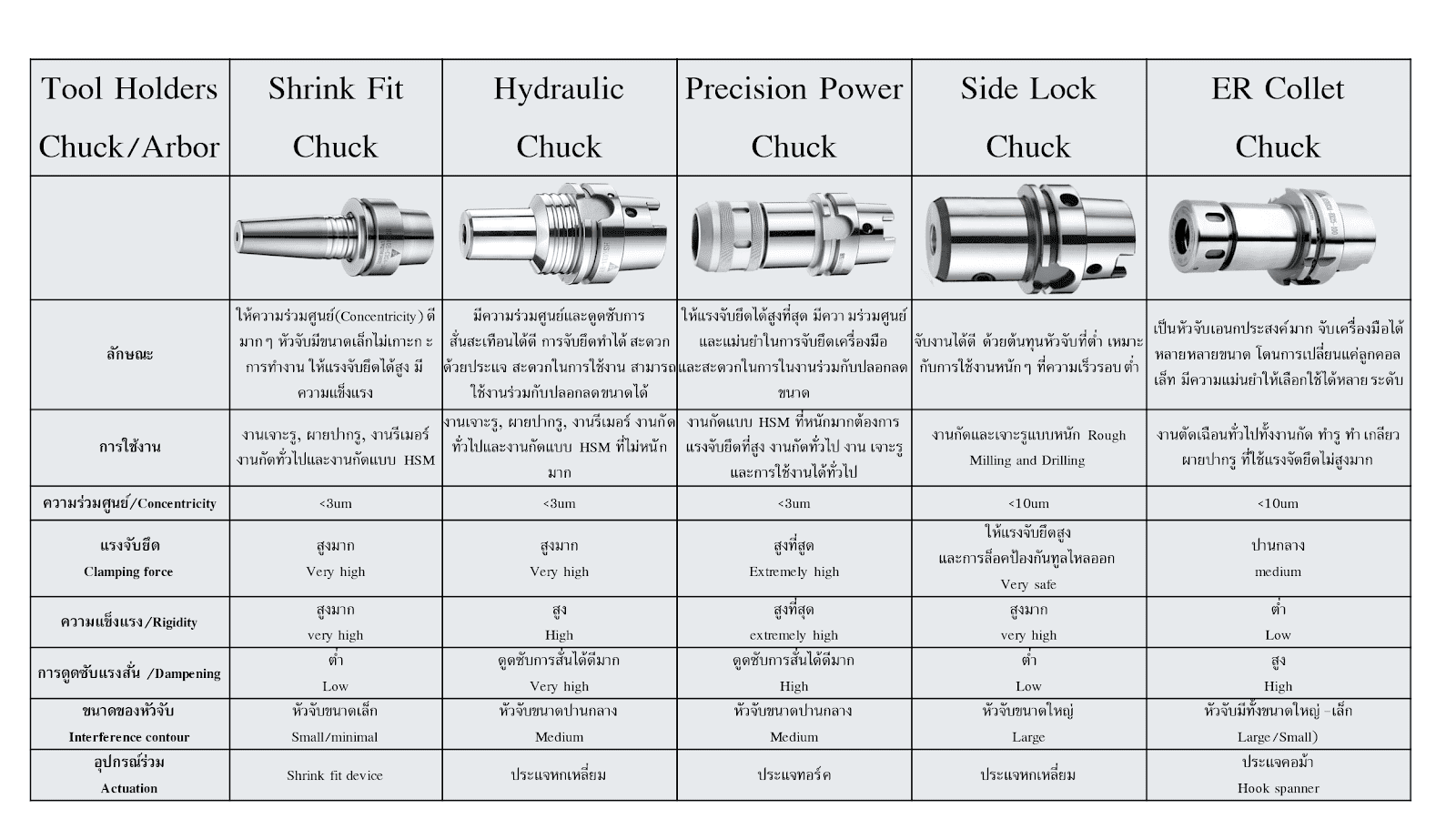
ข้อมูลเปรียบเทียบของหัวจับแต่ละประเภท
หัวจับแบบ Morse Taper
หัวจับแบบ Morse Taper เป็นหัวจับที่ใช้กับเครื่องมือตัด ที่มีการก้านเป็น Morse Taper พวกดอกสว่าน หรือ Reamer HSS


หัวจับแบบ Face Mill Holder
หัวจับแบบ Face Mill Holder หรือ Universal Shell Milling เป็นหัวจับที่ต่อเข้ากับหัวกัดแบบ Face Mill มีลิ่ม คือช่วยส่งกำลังไปยังหัวกัด สามารถจับงานได้มั่นคงแข็งแรงดีมาก สำหรับงานกัดปาดหน้าที่ต้องการแรงตัดสูง ๆ

การเลือกใช้งานหัวจับให้เหมาะสมกับงาน
- ให้เลือกตามลักษณะของงานที่ทำงานหยาบ งานละเอียด งานกัดหยาบจะต้องการเครื่องมือที่แข็งแรง จับเครื่องมือตัดได้มั่นคง ไม่จำเป็นต้องมีค่า Runout ต่ำ ๆ ส่วนงานละเอียดจะต้องการค่า Runout ต่ำๆ การจับยึดแข็งแรงปานกลางก็เพียงพอ
- สำหรับเครื่องจักรที่ใช้งานที่ความเร็วรอบสูง ๆ หรือเครื่อง HSM (High Speed Machining) ประเด็นที่สำคัญอันดับแรกเลยสำหรับการเลือกใช้คือหัวจับต้องมีการ Balance หัวจับที่ดีและมีค่า Runout ต่ำ
- หัวจับต้องมีคุณภาพของการสมดุล (Balance) ที่ดี ซึ่งนอกจากจะช่วยให้เครื่องมือตัดมีอายุการใช้งานยาวนานแล้วยังส่งผลต่อการเสียหายเครื่องจักรอีกด้วย
- ความลึกของงานที่ต้องการกัดงาน งานที่มีความลึกมาก ๆ ก็จำเป็นต้องจับเครื่องมือตัดที่ยาวขึ้น แต่ต้องระวังอย่าเลือกใช้หัวจับที่มีความยาวมากเกินไป จะทำให้หัวกัดไม่แข็งแรงเพียงพอ เกิดการสั่นขณะกัดงานทำให้ควบคุมขนาดและผิวงานได้ยาก ให้เลือกหัวจับที่สั้นที่สุดเท่าที่ทำได้ หรือใช้หัวจับที่มีขนาดความยาวแตกต่างกันหลายตัวมาใช้ในการทำงาน
- งานเก็บละเอียดในขั้นตอนสุดท้ายให้เลือกใช้หัวจับที่มีค่า Runout ต่ำที่สุดเท่าที่ทำได้หรือตามงบประมาณ จะทำให้สามารถทำงานคุณภาพสูง ๆ ได้
- ตามความสามารถหรือสภาพของเครื่องจักร เครื่องจักรที่มีความเร็วรอบต่ำ ๆ ก็ไม่จำเป็นต้องใช้หัวจับคุณภาพสูง หรือเป็นเครื่องเก่าที่สภาพไม่ดีนัก เราไม่สามารถที่จะทำงานความเร็วรอบสูง ๆ ได้แล้ว การใช้หัวจับคุณภาพราคาปานกลางก็เป็นทางเลือกที่เหมาะสม
- ระบบการหล่อเย็น ในการทำงานบางประเภท หรือเครื่องมือตัดที่มีระบบท่อหล่อเย็นอยู่ภายใน จำเป็นที่จะต้องส่งน้ำหล่อเย็นเข้ามาภายในของเครื่องมือตัด ซึ่งนอกจากจะช่วยพาความร้อนออกสู่ภายนอกได้ดีขึ้น ยังช่วยไล่เศษตัดออกจากบริเวณตัดเฉือนได้ง่าย ซึ่งส่งผลเป็นอย่างมากต่อคุณภาพของงานและความเร็วในการทำงาน ดังนั้นหัวจับจะต้องมีระบบในการป้อนน้ำหล่อเย็นที่ดีด้วย
การดูแลรักษาและใช้งานหัวจับให้มีอายุการใช้งานยาวนาน
1. ความสะอาดเป็นเรื่องที่สำคัญมากที่ผู้ใช้จะต้องใส่ใจ การที่จะทำงานหรือจับยึดเครื่องมือตัดในระดับที่ต่ำกว่า 3 μm พื้นผิวสัมผัสต่างๆจะต้องสะอาด ไม่มีสิ่งสกปรกใด ๆ ตกค้างซึ่งนอกจากจับงานได้ไม่แม่นยำแล้ว ยังส่งผลต่อความแข็งแรงในการจับยึดและทำความเสียหายให้กับหัวจับหรือตัวสปินเดินอีกด้วย ควรใช้เครื่องมือทำความสะอาดผิวของ สปินเดิล ผิวเทเปอร์ของหัวจับ และผิวสัมผัสกับเครื่องมือ โดยผิวภายนอกสามารถใช้ผ้า หรือกระดาษทำความสะอาดที่ไม่ทิ้งคราบหรือเส้นใยไว้บนผิวงาน ส่วนถ้าเป็นรูในก็ให้ใช้แกนทำความสะอาดที่เหมาะกับรูนั้น ๆ เช่น MST Cleaning Tool for Spindle Taper Hole

2. วิธีการจับยึด ให้ศึกษาและใช้เครื่องมือที่ผู้ผลิตกำหนดให้ใช้เท่านั้น ไม่ขันแน่นด้วยแรงที่มากกว่าที่ผู้ผลิตแนะนำไว้ จะทำความเสียหายให้กับหัวจับได้
3. เมื่อไม่ใช้งานหัวจับเป็นเวลานาน ไม่ควรจับเครื่องมือตัดค้างไว้ เพราะจะทำให้หัวจับเกิดความเค้นตกค้าง และสูญเสียความเที่ยงตรงได้ ให้ถอดเครื่องมือออกจะช่วยให้อายุการใช้งานของหัวจับยาวนานขึ้น
4. ชโลมน้ำมันป้องกันสนิมกับหัวจับเมื่อไม่ใช้งาน
5. ห้ามวางของหรือวัสดุใดซ้อนทับกับหัวจับ จะทำให้ผิวสัมผัสเกิดความเสียหาย
6. ไม่ใช่ค้อนหรือวัสดุใด ๆ เคาะตีกับหัวจับโดยตรงจะทำให้เกิดความเสียหาย
7. ใช้หัวจับตามลักษณะการใช้งาน หัวจับที่เหมาะกับการกัดเบา ๆ ห้ามนำไปใช้กับงานหนัก เช่น ไม่เอาหัวจับสว่าน ไปใช้ในการกัดหรือหัวจับ Collet ไปใช้ในงานกัดหนัก ๆ




