Rhino Cermet สุดยอด เทคโนโลยีการลดต้นทุนเพื่อความได้ เปรียบทางอุตสาหกรรม
May 4, 2018
I4.0 connected industry : เทคโนโลยีในยุค 4.0 ทำให้เราสามารถเชื่อมโยงโรงงานอุตสาหกรรม มาไว้ในมือเรา
July 2, 2018
CROSS HOLE DEBURRING
เรียนรู้การแก้ปัญหารอยครีบที่เกิดขึ้นภายในรูที่ตัดผ่าน
สวัสดีครับสำหรับท่านผู้อ่านทุกท่าน ในบทความที่ผ่านๆมา ผมได้พยายามนำเสนอนวัตกรรมใหม่ๆ ในงานขัดหลายแขนง ไม่ว่าจะเป็นเครื่องมือหรืออุปกรณ์ขัดนานาชนิด ซึ่งมองย้อนกลับไปก็เป็นจำนวนมากทีเดียว
สำหรับในบทความนี้ผมพิจารณาดูว่าจะนำเรื่องอะไรมานำเสนอดี จนได้สรุปว่าเรื่องนี้น่าจะเป็นเรื่องที่สนใจแก่ท่านไม่มากก็น้อย นั่นก็คือการแก้ปัญหาครีบที่เกิดภายในรูที่ตัดผ่าน (Cross hole deburring)
เรามาดูกันซิว่าปกติผู้คน ส่วน ใหญ่แก้ปัญหาลักษณะนี้ด้วยวิธีอะไร เท่าที่ผมมีประสบการณ์โดยตรงจากตัวเองและการค้นคว้า พบว่าส่วนใหญ่ใช้อุปกรณ์ ดังนี้
1. หินขัด (Mounted Vitrified Wheel)
2. ลูกขัดยาง (Electic Gringstone)
3. หินเจียรเพชร, CBN (Electro-dposited diamond/CBN Burr)
4. แปรงลวด, แปรงไนลอน (Wire /Nylon brush) ซึ่งการแก้ปัญหาดังกล่าว อาจจะนำพาปัญหาอย่างอื่นตามมา ดังรูป

เพื่อแก้ปัญหาเฉพาะที่เราต้องการคือ ลบเฉพาะครีบ (deburring) แต่ต้องไม่ทำลายรูปทรงของรูที่ตัดผ่านและต้องไม่ทำให้เกิดครีบอันใหม่ (secondary burrs) เราควรที่จะหาวัสดุใหม่ที่ตอบโจทย์นี้ ซึ่งในปัจจุบันได้มีการนำเอา lumina fiber ซึ่งปกติเรานำมาผลิตเป็นหินขัด Super stone รูปร่างเป็นแท่งแบน, กลม ที่เราใช้กันอยู่ในโรงโมลด์ทั่วไปมาตัดแปลงสภาพหน้าตา ดังรูป
และเพื่อทำให้เราเข้าใจและเห็นภาพชัดเจนขึ้น ผมจึงขออนุญาติ นำเนื้อหาของผลิตภัณฑ์ดังกล่าวของบริษัท XEBEC Technology จากญี่ปุ่นซึ่งเป็นผู้คิดค้นนวัตกรรมนี้มานำเสนอควบคู่กับ หัวข้อที่นำเสนอในครั้งนี้นะครับ
Cross hole deburring Tool
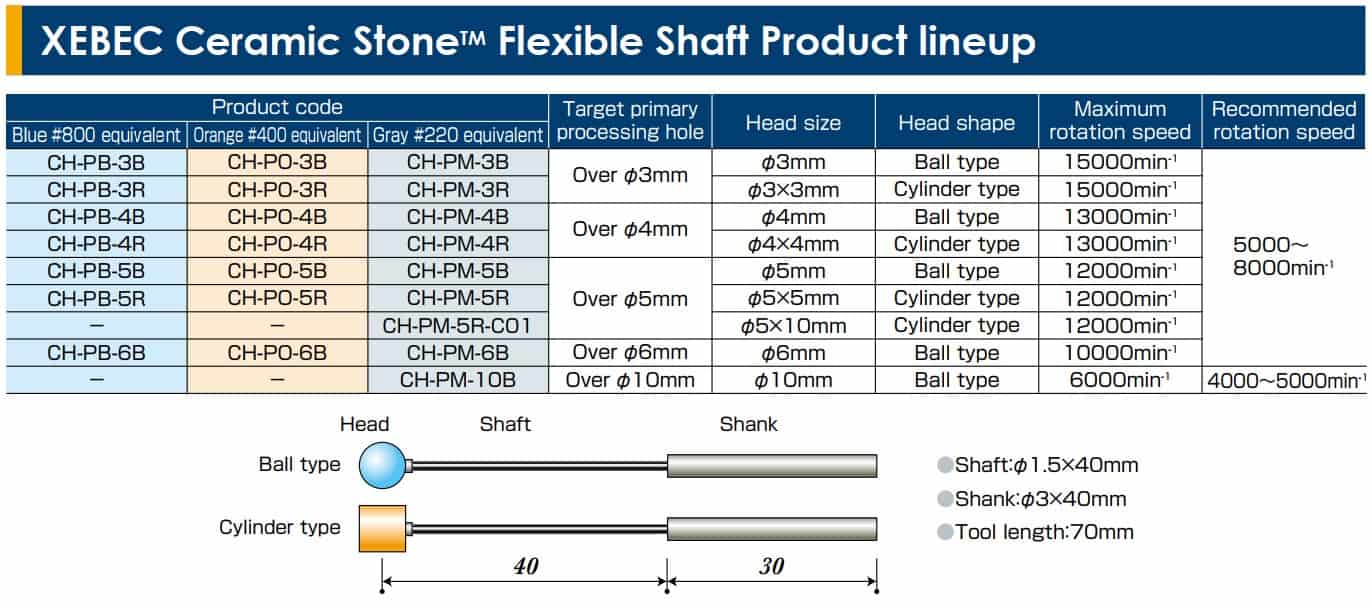
XEBEC ได้นำแนวคิดดังกล่าวโดยใช้ Alumina fiber มาดัดแปลงสภาพรูปร่างให้เป็น 2 ลักษณะให้สามารถทำงานลบครีบในรูที่ตัดผ่านกัน (Cross hole deburring) ดังนี้
1. Ceramic Stone Type
2. Alumina Fiber Rod Type
เรามาดูทีละชนิดว่ามีลักษณะการใช้งานแตกต่างกันอย่างไรผมขอเริ่มต้นที่ชนิดแรกก่อน
Ceramic Stone Type
วัสดุและโครงสร้าง (Meterial & Stucture)
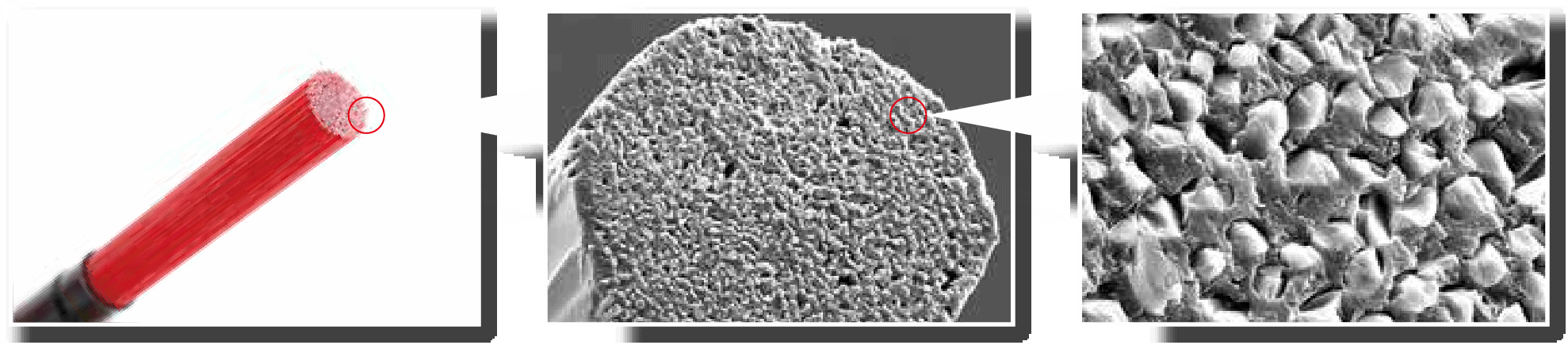
1. หัวของวัสดุขัด (Tool Head) ทำมาจาก Alumina Fiber ที่มีโครงสร้างเป็นรูปผลึกที่เหมาะสำหรับการเจีย ดังรูป
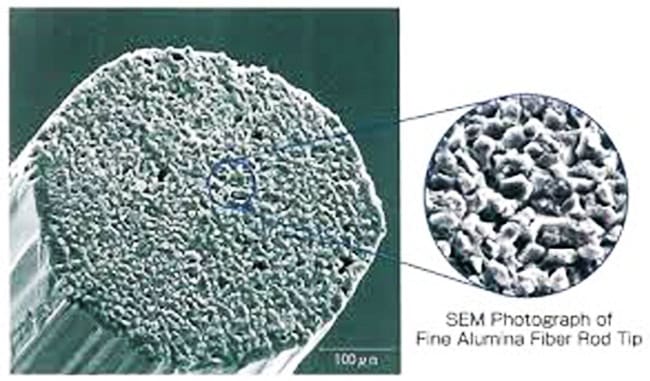
2. ภาพขยายจากรูปจะเห็นว่า บริเวณผิวมีคมตัดจำนวนมากจึงทำให้มีประสิทธิภาพการทำงานมากขึ้น โดยรูปร่างที่ผลิตมี 2 แบบคือ หัวกลม (Sphere) และหัวทรงกระบอก (Column) ดังรูป

3. ขอบของคมตัดที่อยู่บน Alumina fiber รูปร่างผลึก ขณะที่เราเจียรมันสามารถลับคมได้ด้วยตนเอง จึงทำให้ความสามารถในการขัดมากและต่อเนื่อง จึงทำให้คุณภาพของผิวงานขัดที่ได้มีผิวที่คุณภาพที่ดี และสม่ำเสมอทั่วกัน
4. ด้วยก้านของ Ceramic Stone Type มีความยืดหยุ่นให้ตัวได้ (Shaft flexiblity) จึงให้การสัมผัสที่ชิ้นงานที่นุ่มนวล
ผลของการทำงานลบครีบ (Deburring Performance)
สำหรับการทำงานแบบ point processing หรือ contouring จะทำหน้าที่เพียงลบครีบที่มีขนาดเล็กอย่างมีประสิทธิภาพบนรู ที่ตัดผ่านกัน (Cross hole)
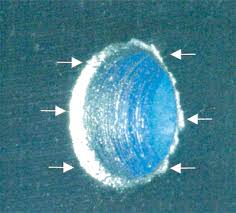
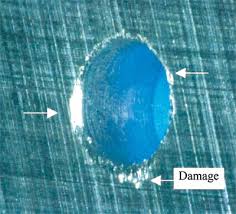
ตัวอย่างการเปรียบเทียบการลบครีบขนาดเล็กของรูตัดผ่านที่เกิดจากการเจาะรูขนาด dia 3.5 mm
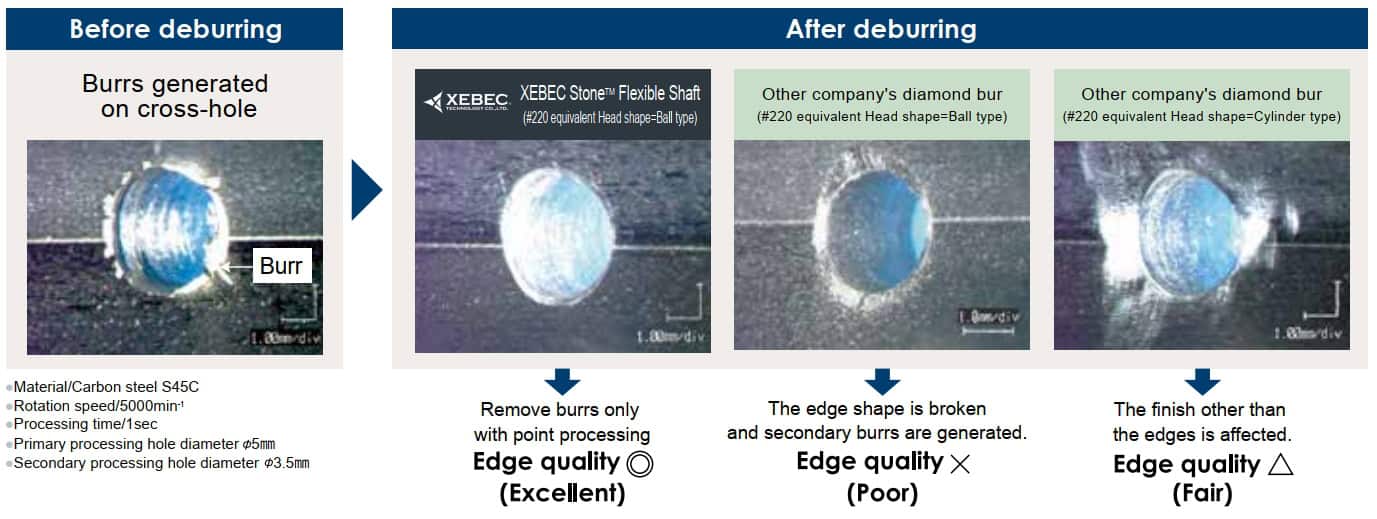
รูป 1 ก่อนการลบครีบ วัสดุ S45E
รูป 2, 3, 4 หลังการลบครีบ (เปรียบเทียบที่เงื่อนไขการทำงานเหมือนกัน)
ความเร็วรอบ: 5,000 rpm, ระยะเวลาทำงาน: 1 วินาที,
รูคว้านแรก (Primary processing : dia 5 mm)
รูคว้านตัดผ่านรูแรก (Secondary processing : dia 3.5 mm)
จากรูปจะเห็นว่า XEBEC cross hole deburring tool ลบเฉพาะครีบ แต่จะไม่ทำลายสภาพและรูปร่างขอบของรู ในทางกลับกัน Diamond burr นอกจากจะลบครีบแล้วยังไปทำลายสภาพและรูปร่างขอบของรู
การใช้งาน (Usage Application)
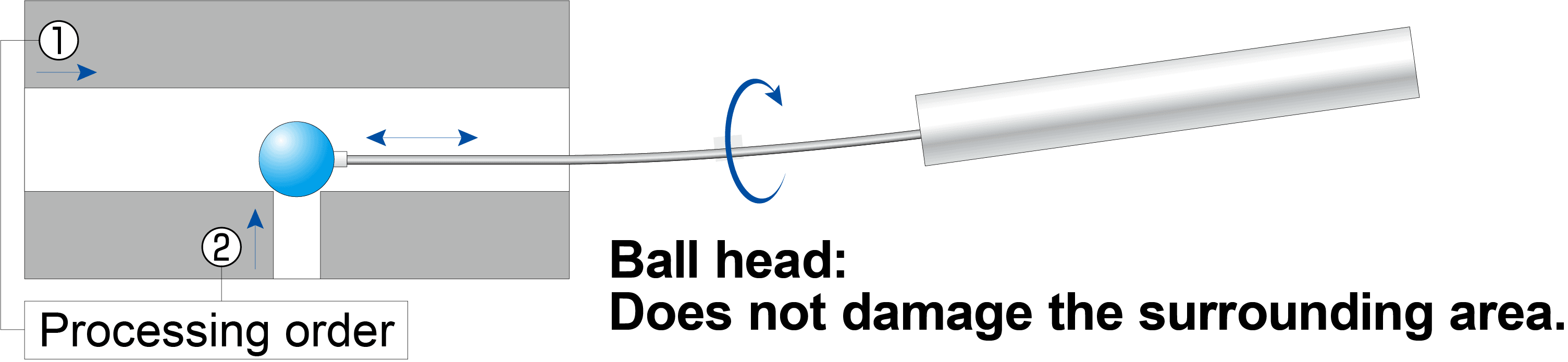
การทำงานเฉพาะจุด (point process) ใส่ tool เข้าไปทำงานโดยผ่านรูหลัก primary processing hole วิธีการเลือกขนาดหัวของ tool ให้เลือกใหญ่กว่ารูที่ตัด ผ่าน (cross hole) เล็กน้อยเพื่อที่จะทำให้การลบครีบมีประสิทธิภาพดี

รูป Spherical head จะลบครีบของรูตัดผ่าน โดยที่จะไม่ทำลายสภาพและขนาดของรูนั้น
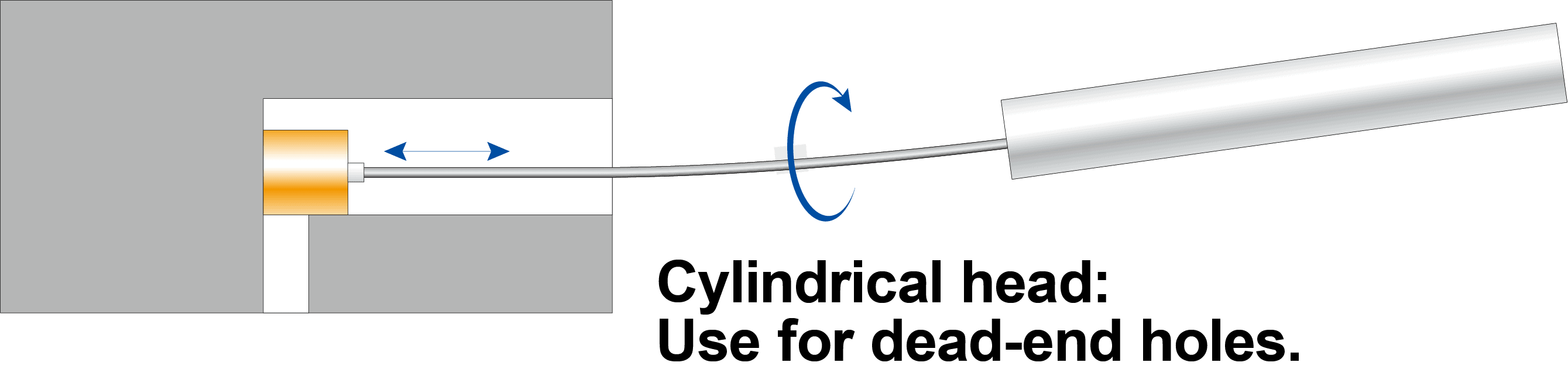
รูป Columnar head เหมาะสำหรับงานลบครีบของรูตัดผ่านที่เป็น Dead-end hole ดังรูป
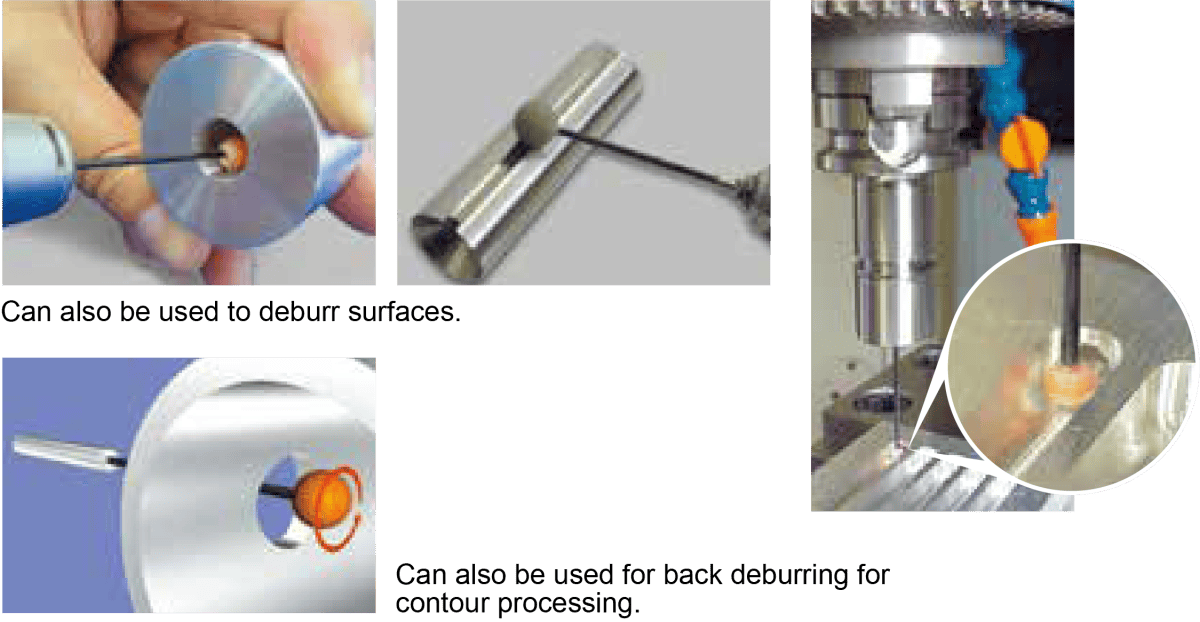
การทำงานแบบ Contouring ใส่ tool เข้าไปทำงานโดยผ่านรูร่อง (secondary processing hole) นอกจากนี้ยังใช้งานร่วมกับเรื่อง Machining Center ได้ด้วย
> สามารถลบครีบขนาดเล็กกว่า 0.2 mm บนรูตัดผ่านที่
> นอกจากจะทำงานกับเครื่อง Hand Grinder แล้วยังสามารถทำงานได้ทั้งบนเครื่อง Machining center, Nc, lathe, Robot ได้อีกด้วย
Alumina Fiber Rod Type
วัสดุและโครงสร้าง (Material & Structure)
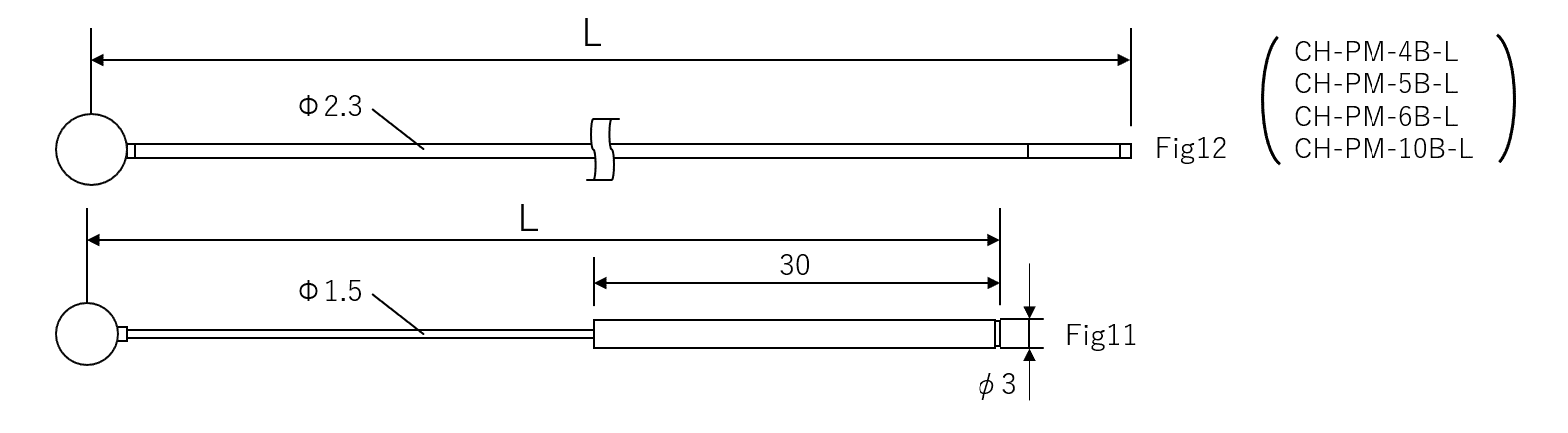
1. ผู้ผลิตได้นำ Fiber rod ซึ่งผลิตมาจาก Ceramic abrasive stone มาผลิตเป็น Alumina fiber rod type ซึ่ง XEBEC ได้นำผลิตเทคโนโลยีนี้มาผลิตเป็นรายแรกของโลกและอยู่ในระหว่างการจดสิทธิบัตร (Patent)
2. ใน Fiber rod หนึ่งแท่งประกอบเส้นใย Alumina 1,000 เส้นใยรวมเข้าด้วยกัน โดยมีวัสดุประสาน (Binder) ทำหน้าที่ประสานรวมกันไว้ (Fiber rod = 1,000 Alumina fiber filaments ที่โครงสร้างเป็นผลึกขนาด 10 ไมคอน) นั้นหมายความว่าที่ปลายจะมีปริมาณความหนาแน่นของคมตัด 1,000 คมตัด/rodดังรูป
3. ด้านปลายของ Rod จะทำหน้าที่เป็นคมตัด ขณะที่เราเจียร มันสามารถลบคมได้ด้วยตัวของมันเอง จึงทำให้ความสามารถ ในการขัดมีมากและความต่อเนื่องจึงทำให้คุณภาพของผิวงานที่ได้มีคุณภาพที่ดีและสม่ำเสมอทั่วกัน
4. ด้วยความแน่นแข็ง (Rigid) ของตัว fiber rod ทำให้มีความสามารถในการขัดสูง และด้วยถูกทำให้มีรูปร่างเป็นแบบแปรงที่มีความยืดหยุ่นทำให้มีความนุ่มนวลในการขัดสัมผัสกับชิ้นงานไปพร้อมๆ กัน
ผลของการทำงานลบครีบ (Deberring Performance)
ลบครีบที่มีขนาดความหนาน้อยกว่า 0.1 MM โดยปราศจากการทำลายเส้นรอบวงและรูปร่างของรูตัดผ่าน
ลบครีบของรูตัดผ่านที่เกิดจากการเจาะรูขนาด DIA 4 MM
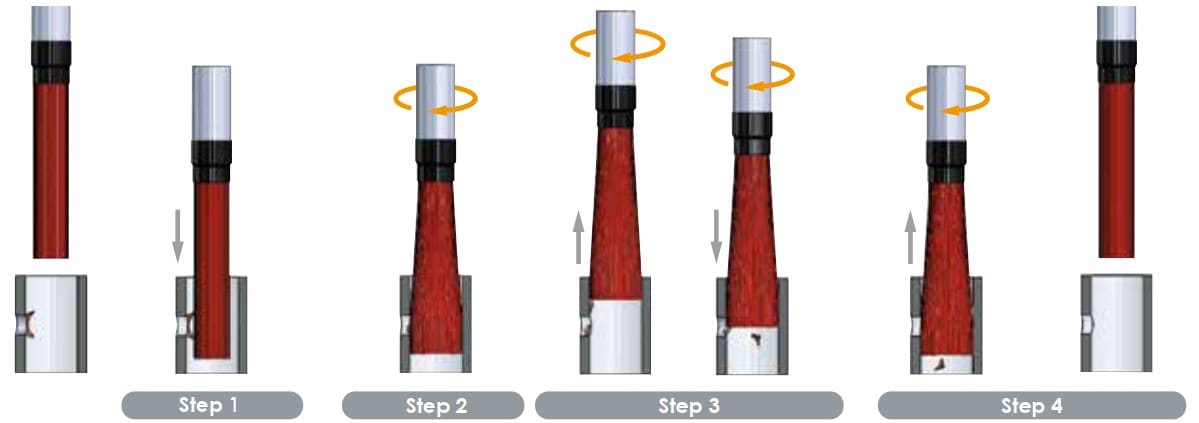
เทคนิคการทำงานเพื่อที่ขจัดครีบภายใต้การหมุน/แรงหนีศูนย์กลาง
ขั้นที่ 1 ใส่ TOOL เข้าไปในรูก่อนที่จะเปิดสวิตซ์ “ON”
ขั้นที่ 2 เลื่อน TOOL เข้าไปใกล้ตำแหน่งทำงานและเปิดสวิตซ์ “ON” ให้ TOOL หมุน
ขั้นที่ 3 เคลื่อนที่แปรงขึ้น/ลงขณะที่ TOOL หมุนภายในรูเพื่อทำการลบครีบ
ขั้นที่ 4 ปิดสวิตซ์ “OFF” ก่อนที่จะถอด TOOL ออกจาก รูเสมอเพื่อให้เกิดประสิทธิภาพของการลบครีบให้ทำงานซ้ำจากขั้นที่ 1-
4 อีกครั้งแต่ให้ทำอีกด้านของชิ้นงาน
*** การทำงานลบครีบภายใต้การหมุน/แรงหนีศูนย์ TOOL ต้องหมุนที่ความเร็วรอบมากกว่า 8,000 RPM ***
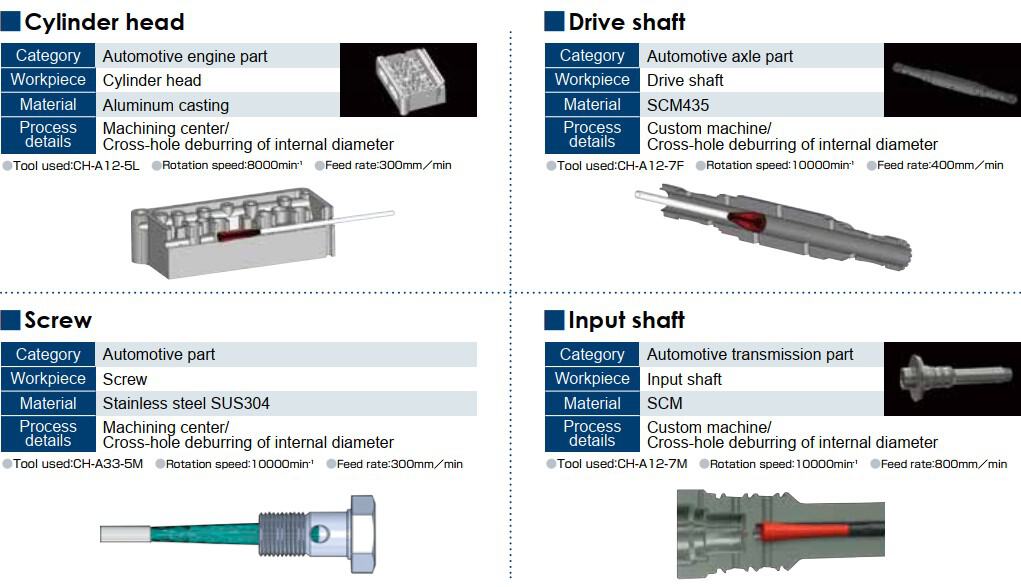
การใช้งาน (Usage, Application)
ตัวอย่างการใช้งาน ALUMINA FIBER ROD เพื่อลบครีบในรูตัดผ่าน (CROSS HOLE)